As a design engineer, OEM or Equipment owner, your asset is only as good as the information you have to work from. Collecting and managing data throughout the life-cycle of an asset is vital in ensuring Obsolescence Risk is being proactively managed; only with complete and accurate evidence can one make informed decisions.
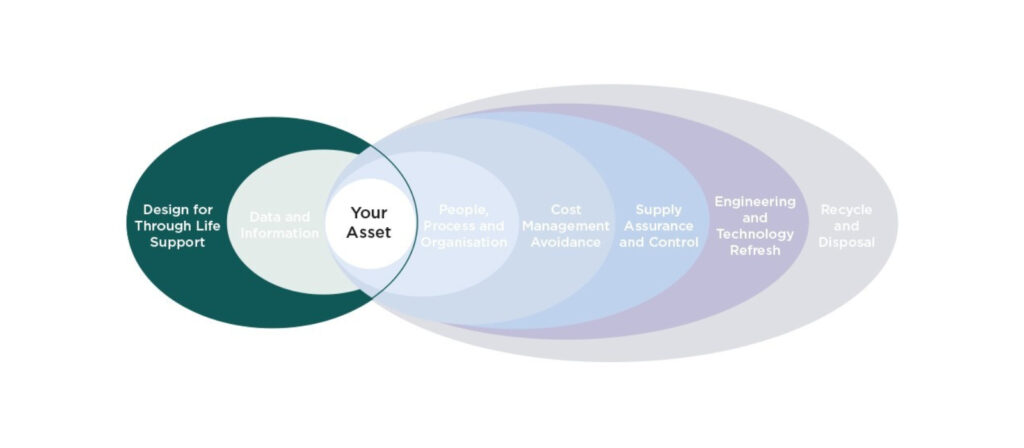
To successfully support the maintenance of an asset through life, it is not enough to simply know the obsolescence status of its parts. One would need to evaluate this information in context with wider datasets such as:
Undertaking the necessary analysis, or working with your supply chain to obtain this information, will empower you to make correct decisions on part selection and maintenance for your asset. For example, if an item is obsolete, but the failure and consumption rates are low, and stock levels are high and can sustain the asset through a predicted period; this can be deemed as a relatively low risk item. In addition, this could highlight an opportunity to sell some of the stock in order to recoup operating costs, or reuse items in other assets/systems. Conversely, if an item is currently not obsolete, but is likely to become so during your asset’s operating life, then additional steps may need to be considered to mitigate availability risks in the future and any unplanned downtime as a consequence. You can use known failure and consumption rates to predict how many replacements you will require to successfully adhere to the maintenance plan of the asset and purchase this stock early; known as ‘life of need buying’ or ‘bridge buying’.
Managing data in one central repository allows the update of obsolescence status of your parts as new information is provided by OEMs. Combining this information with other datasets mentioned above, will provide a robust insight into how quickly and effectively you can provide support to your asset through the supply chain. Obsolescence status, failure and consumption rates can provide indications on when you will likely need to replace parts in your asset; whilst stock levels, shelf life and any handling/transportation information can provide indicate how quickly the item can go from the OEM warehouse to being fitted.
Utilising an Obsolescence Management Tool at Design stage can pay dividends. Using this single point of truth from the outset, and continuing to do so throughout your asset lifecycle, will ensure that all parties have access to the latest Obsolescence information in one place and can therefore proactively take steps to mitigate risks as scenarios develop over time. There are additional benefits to a single repository; for example, parts will only be required to be statused once in any given period, regardless of how many assets they are being used on, as an OM tool using a configured baseline will highlight commonality across multiple systems.

The implementation of a through life Data Management Plan as an element of Obsolescence Planning will ensure you are able to fully meet any contractual obligations you have. It is not enough to simply accept that information gathered at design stage as a constant. Over the course of a long asset lifecycle, the parts required for support and maintenance will be subject to change. Upgraded alternatives will be produced, supply is increased or diminished, and predicted failure rates can change. Using an Obsolescence Management Tool and updating with the latest information will provide you with the assurance that you know the Obsolescence Risk of your assets based on live data, not data that was correct only during design/concept stage.
Collecting real time information is also vital in planning across the lifecycle of future assets within Systems Engineering. For example, an item’s originally predicted operating life may, in reality, be reduced or increased dramatically depending on the environment in which it is deployed. Capturing real time data will provide information on actual usage that will allow future design engineers to take this into consideration when developing new assets in the future. For example the trade-off analysis may be better informed that an alternative part may be more suitable to the climate in which the new asset is being deployed to save on maintenance costs throughout its lifecycle. This can be achieved by linking your Obsolescence Management Tool to your planned maintenance or ERP Systems. By linking to your ERP system you can seamlessly control the flow of information, building a risk picture at organisational level. Continually adding to this usage data will help bolster efforts to develop a more efficient and sustainable supply chain for the future.
Utilising performance tracking models, such as Digital Twin Technology, can harness the use of OM Tools to add additional resilience to the asset support and optimisation process. As Digital Twin Technology revolutionises the supportability potential of complex assets, the benefits cannot be realised if Obsolescence Management isn’t considered and integrated as part of the solution, as parts/subsystems may not be available as required by the asset.
As experts in Obsolescence Management, Allan Webb Ltd is dedicated to guiding clients in using data analytics through the complete asset life-cycle, starting as early as designing the asset, to help identify risk and adopt costed supportability solutions and best practices to mitigate it.
We engage with the client and their supply chain environment to gather and collate data at regular intervals to understand the latest asset and support information. This data is recorded our own DiamondOM and Diamond Webb supportability, configuration and Obsolescence Management Tools working within the IEC 62402:2019 standard. By providing a single point of truth to work from, we empower our clients to make informed decisions effectively throughout the asset lifecycle and add value with supporting activities including:
Our team of experts then utilise this information to provide you with supportability and obsolescence risk associated with the asset Bill of Materials. The complete asset availability and performance is recorded within the suite of tools to ensure that you always have the latest information to work from when maintaining your asset through life.
We offer an Obsolescence Management Service, Training and a suite of supportability tools, all designed to support you support your asset from early development, through in-service and to end of life. To discuss how we can help support you with your upcoming projects, please contact our team at sales@allanwebb.co.uk or +44 (0) 1453 824581, or complete the form below.
 Bonds Mill Stonehouse Gloucestershire GL10 3RF
Bonds Mill Stonehouse Gloucestershire GL10 3RF
 sales@allanwebb.co.uk
sales@allanwebb.co.uk